Aramid conveyor belts represent a new generation of industrial conveying equipment that has achieved significant technological breakthroughs in recent years in terms of high strength, lightweight design, energy efficiency, environmental friendliness, and long service life. Compared to traditional steel-cord conveyor belts, aramid conveyor belts can reduce self-weight by 30% to 60% while maintaining equivalent strength, and decrease operational power consumption by 40% to 50%. They are particularly suitable for bulk material conveying applications involving ultra-long distances, high throughput, and complex operating conditions in sectors such as coal mines, metal mines, and port terminals.
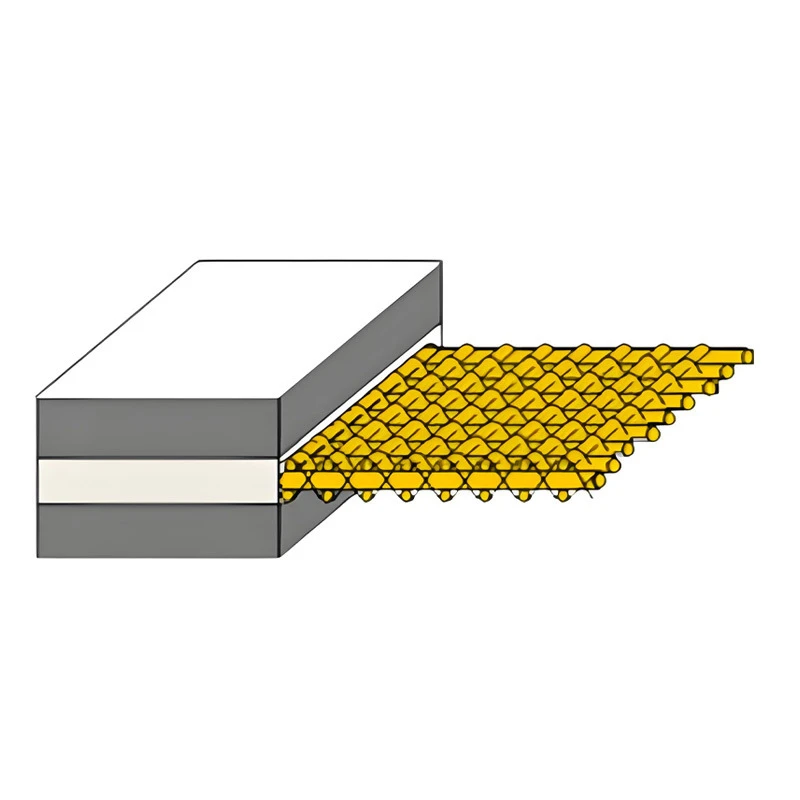
Aramid Conveyor belt for Mining applications primarily consist of three components: the carcass layer (aramid fabric), the cover rubber, and the splicing system. They employ a monolithic single-layer carcass structure in place of the traditional multi-layer composite structure with a core, thereby fundamentally eliminating the risk of delamination between layers.
The carcass layer serves as the core load-bearing structure of the aramid conveyor belt and is woven using a novel aramid fabric structure with straight warp and weft:
● Warp (Longitudinal): Straight aramid cords provide primary tensile strength
● Weft (Transverse): Nylon yarns provide lateral load-bearing capacity and tear resistance
With only a single layer of fabric, the carcass is lightweight and flexible while offering optimal high-strength performance. The dense plain weave structure significantly enhances the belt's tear resistance and impact resistance - approximately doubling the performance of traditional steel-cord conveyor belts - effectively preventing safety risks such as belt breakage and tearing.

|
Technical Parameters |
Application Features |
|
Tensile Strength |
DPP or DEP 680, 800, 1000, 2000, 3150, 4000, 4500 |
|
Longitudinal elongation at break |
15%~18% |
|
Rubber Cover thickness |
Top 6-25mm, bottom 3-15mm |
|
Cover standard |
PVG Type (PVG + rubber composite) |
|
Flame Retardancy |
Drum friction test: Drum surface temperature ≤ 325°C, with no signs of combustion Alcohol lamp combustion test: Average time ≤ 3.0 s; individual test results ≤ 10.0 s |
|
Electrical Conductivity |
Surface resistance ≤ 1 × 10⁸ Ω |
|
The angle of inclination |
The maximum angle of inclination is 30° to 45°, which is superior to the ≤25° limit of steel-cord conveyor belts. |
|
● Strength Grade: Select from the DPP1000 to DPP4000 series (or higher) based on actual conveying distance and material volume requirements to ensure a safety factor of 10 or higher. ● Cover Rubber Type: Select based on material abrasiveness (abrasion rate ≤ 200 mm³), temperature (ambient/200°C resistance/cryogenic resistance), corrosion resistance, and flame-retardant safety requirements. |
|
Aramid conveyor belts utilize a finger-joint splicing process, and the static tensile strength of the bonded joint must be no less than 80% of the belt's rated tensile strength. This marks an effective solution to the long-standing issue of low joint strength in aramid conveyor belts. The development of this new mechanical joint has significantly reduced replacement time underground, thereby markedly improving operational efficiency.
Core Competitive Advantages

1. Energy Conservation and Reduced Consumption - Electricity consumption per ton of coal can be reduced by more than 16%
The lightweight nature of aramid conveyor belts is their most significant energy-saving advantage. At equivalent strength levels, they weigh approximately 30% less than steel-cord conveyor belts, effectively reducing electricity consumption by about 10%.
2. Extended Service Life - 2 to 3 Times Longer Than Conventional Steel-Cord Belts
Aramid fibers possess excellent fatigue resistance; after one million bending cycles, their strength retention rate remains above 85%, far exceeding the approximately 60% retention rate of steel-cord conveyor belts.
3. Tear Resistance and Impact Resistance - Safety Performance Improved by Approximately 2 Times
4. Corrosion and Weather Resistance - Adapted to High-Humidity Underground and Extreme Outdoor Environments
Aramid materials possess inherent resistance to acids, alkalis, and aging, offering a service life 3 to 5 years longer than steel cord conveyor belts in corrosive environments. Aramid can withstand extreme temperature fluctuations ranging from -196°C to 204°C and maintains structural integrity even in environments with high humidity, acidic mine water, or saline materials.
With multiple advantages - including lightweight and energy-efficient design, high tensile strength and tear resistance, long service life and corrosion resistance, and digitalized operation and maintenance - aramid conveyor belts are gradually becoming the core upgrade equipment for material handling systems in heavy industrial sectors such as deep-well coal mines, copper and iron ore mines, major seaports, cement and building materials plants, and thermal power plants.
For professionals responsible for equipment selection in major projects such as mines and ports, choosing aramid conveyor belts means more than just selecting a high-performance conveyor belt; it represents a comprehensive solution that offers low energy consumption, high safety, long service life, and full-cycle intelligent management. Selecting a product that combines high quality, reliability, and advanced technology will directly translate into improved overall project efficiency and continuous optimization of total costs.
Hot Tags: aramid conveyor belt for mining, China aramid conveyor belt for mining manufacturers, suppliers, factory