Rubber belt elevators (belt bucket elevators) offer significant advantages over other types of elevators, such as chain and plate-chain elevators. They utilize high-strength steel-cord rubber belts as the traction element, resulting in low operating noise, smooth operation, and no impact. Compared to conventional elevators, they consume over 30% less power, have a mean time between failures (MTBF) exceeding 30,000 hours, and reduce maintenance costs by more than 80%. The rubber belt possesses excellent elasticity and flexibility, effectively cushioning material impact and reducing mechanical wear. Additionally, it eliminates the need for regular chain lubrication, and replacement costs are relatively low.
With these advantages, it is widely used in industries such as building materials and cement, metallurgy, mining, grain, and ports and terminals for the vertical conveyance of powdered, granular, and small-lump materials such as cement clinker, coal, ore, and grain. It is particularly suitable for automated material hoisting in new dry-process cement plants and large grain silos.
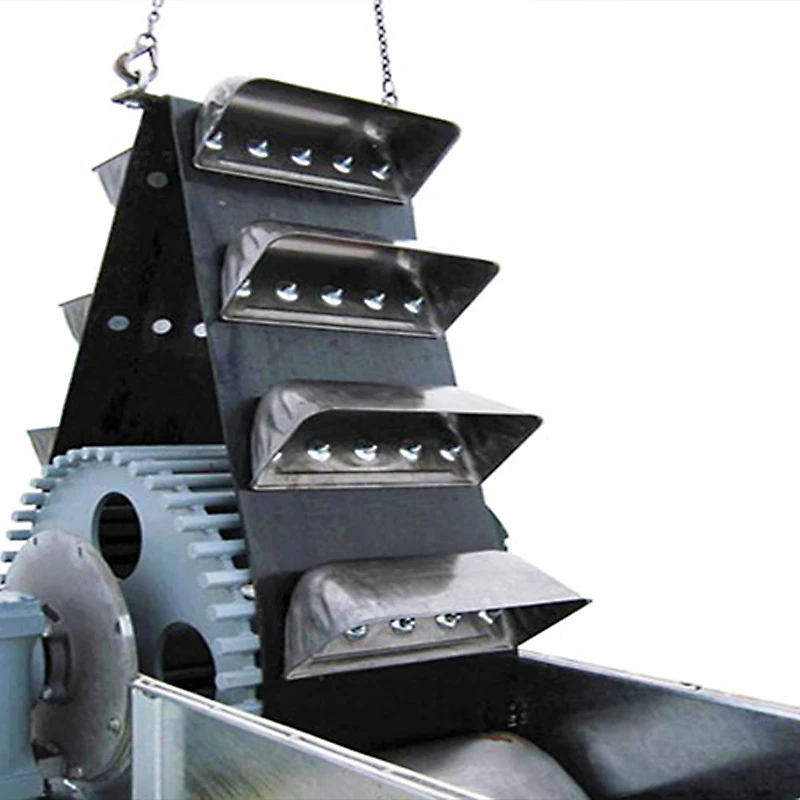
Cleated Steel cord bucket elevator conveyor belts designed specifically for bucket elevator are high-strength traction components engineered for vertical conveying applications in bucket elevators. We can customize a wide variety of bucket elevator belts to meet our customers' needs.
Product Parameters
|
Parameters |
Value/Range |
|
Tensile strength |
ST 800~ST3500 N/mm |
|
Belt Width |
W 500~2000 mm |
|
Standard |
DIN 22103, ISO 340, MT/T 914 and China GB etc. |
|
Steel cord Structure |
7×7 / 7×19 Hot-dip galvanized, open-type |
|
Elongation |
0.22% - 0.28%, <0.3% |
|
Available types of rubber cover |
High tensile strength, wear resistant, flame retardant, Heat resistant, etc. |
|
Clients need to provide the dimensions of the lifting bucket, as well as the number and locations of the holes. we can drill holes according to your specifications or provide matching lifting buckets and installation accessories. Joints are produced using advanced hot vulcanization technology, ensuring joint strength is as reliable as the belt body itself and effectively preventing cracking or delamination during operation. |
|
Major Technical Advantages and Application
This product features a high-strength galvanized open-end steel wire rope as its skeleton. Its elongation at rated tension is only approximately 0.22%, significantly lower than that of ordinary fabric conveyor belts, which can substantially reduce tensioning travel and enhance system operational stability. The cover rubber is made of high-quality natural rubber, with a tensile strength of 18–25 MPa and an abrasion volume as low as 90 mm³, offering exceptional wear resistance, impact resistance, and tear resistance. The product is suitable for material temperatures up to 250°C, making it ideal for high-temperature applications such as cement clinker, sintered ore, and coal. It also supports customization for special properties including heat resistance, wear resistance, flame retardancy, and cold resistance.


In terms of quality assurance, the entire product line is manufactured using automated production equipment and strictly adheres to national standards such as MT/T 914 and German DIN 22131. Critical processes are controlled by computer systems to ensure stable and reliable product quality. With leading production processes and a comprehensive quality control system, the service life of these products far exceeds that of ordinary conveyor belts. They have been successfully deployed in numerous steel mills, cement plants, and mining bureaus.
Hot Tags: steel cord conveyor belt for bucket elevator, China steel cord conveyor belt for bucket elevator manufacturers, suppliers, factory





