Aramid conveyor belts represent a new generation of industrial conveying equipment that has achieved significant technological breakthroughs in recent years in terms of high strength, lightweight design, energy efficiency, environmental friendliness, and long service life. Compared to traditional steel-cord conveyor belts, aramid conveyor belts can reduce self-weight by 30% to 60% while maintaining equivalent strength, and decrease operational power consumption by 40% to 50%. They are particularly suitable for bulk material conveying applications involving ultra-long distances, high throughput, and complex operating conditions in sectors such as coal mines, metal mines, and port terminals.


According to forecasts by authoritative institutions, global sales of aramid conveyor belts are expected to reach nearly 2 billion yuan by 2030, with a compound annual growth rate (CAGR) of approximately 3.4%. China has become the world's most important manufacturing and consumption hub for aramid conveyor belts. In the global flame-retardant conveyor belt market, China accounts for 43% of global production capacity, with a CAGR of 6.8%. End-user companies are accelerating their transition to high-performance aramid fabric-cored conveyor belts. Correspondingly, the industrial applications of aramid fibers are also expanding continuously. In 2025, the global market size for aramid fibers used in rubber belts was approximately $235 million, and it is projected to grow to $372 million by 2030, with a compound annual growth rate of about 6.9%.
|
Technical Parameters |
Application Features |
|
Tensile Strength |
DPP1000, DPP1600, DPP2000, DPP2500, DPP3150, DPP4000, DPP 4500 |
|
Longitudinal elongation at break |
15%~18% |
|
Rubber Cover thickness |
Top 6-25mm, bottom 3-15mm |
|
Cover standard |
ISO, DIN, GB, MT914, BS3289, and HG2805 |
|
Flame Retardancy |
Drum friction test: Drum surface temperature ≤ 325°C, with no signs of combustion Alcohol lamp combustion test: Average time ≤ 3.0 s; individual test results ≤ 10.0 s |
|
Electrical Conductivity |
Surface resistance ≤ 1 × 10⁸ Ω |
|
The angle of inclination |
The maximum angle of inclination is 30° to 45°, which is superior to the ≤25° limit of steel-cord conveyor belts. |
|
● Strength Grade: Select from the DPP1000 to DPP4000 series (or higher) based on actual conveying distance and material volume requirements to ensure a safety factor of 10 or higher. ● Cover Rubber Type: Select based on material abrasiveness (abrasion rate ≤ 200 mm³), temperature (ambient/200°C resistance/cryogenic resistance), corrosion resistance, and flame-retardant safety requirements. |
|
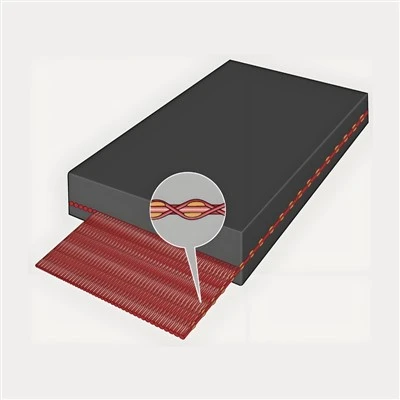
The highly oriented molecular chains of aramid fibers endow the material with four exceptional properties: tensile strength 5 to 6 times that of steel wire, reaching as high as 193.6 cN/tex; a density of only about one-fifth that of steel wire (approximately 1.44 g/cm³); a decomposition temperature exceeding 500°C, allowing for continuous use at temperatures up to 300°C; and inherent flame-retardant properties combined with excellent resistance to acids and alkalis. These breakthroughs in physical and chemical properties make aramid the optimal choice for replacing steel wire rope cores.
High technology aramid fabric-cored conveyor belts, with their unparalleled material advantages, systematic energy-saving and consumption-reduction applications, and intelligent lifecycle management, have already redefined - and will continue to redefine - the standards for safety, efficiency, and low-carbon operations in primary mining transportation systems. The current industrial upgrade is shifting from being "experience-driven" to "technology-driven". The widespread adoption of High technology aramid conveyor belts represents not merely a simple upgrade of traditional facilities, but a landmark step for the entire material handling industry toward higher quality, greater efficiency, and greater intelligence.

With multiple advantages - including lightweight and energy-efficient design, high tensile strength and tear resistance, long service life and corrosion resistance, and digitalized operation and maintenance - aramid conveyor belts are gradually becoming the core upgrade equipment for material handling systems in heavy industrial sectors such as deep-well coal mines, copper and iron ore mines, major seaports, cement and building materials plants, and thermal power plants. For professionals responsible for equipment selection in major projects such as mines and ports, choosing aramid conveyor belts means more than just selecting a high-performance conveyor belt; it represents a comprehensive solution that offers low energy consumption, high safety, long service life, and full-cycle intelligent management. Selecting a product that combines high quality, reliability, and advanced technology will directly translate into improved overall project efficiency and continuous optimization of total costs.
FAQ
Hot Tags: high tech aramid conveyor belt, China high tech aramid conveyor belt manufacturers, suppliers, factory